La soldadura de titanio con una soldadora inverter puede presentar un desafío interesante. Algunos dicen que es fácil, otros argumentan que es difícil. ¿Cuál es la verdad? En este artículo de soldadorasinverter.org, exploraremos ambos aspectos.
En comparación con la soldadura TIG de acero inoxidable, el titanio requiere una mayor atención y cuidado, lo que puede complicar el proceso. Además, la varilla tiende a volverse pegajosa durante la soldadura, dificultando su manejo y provocando que se adhiera a los bordes de la soldadura.
Sin embargo, no te preocupes, en este artículo te proporcionaremos consejos y técnicas efectivas para soldar titanio con una soldadora inverter. Descubrirás cómo superar estos desafíos y lograr soldaduras de calidad en este material resistente y liviano.
¡Prepárate para dominar la soldadura de titanio y aprovechar al máximo tu soldadora inverter!
✔️ Que Encontraremos en este Artículo
Guía Completa: Cómo Soldar Titanio con una Soldadora Inverter de forma Efectiva
(Consejo: introducir la varilla en el centro de la parte caliente del charco)
Las 3 Ls también entran en juego: Limpio, limpio y limpio. El titanio tiene que estar muy limpio de aceite, grasa, recubrimientos y óxidos antes de que se realice la soldadura.
El aceite o la grasa causará porosidad como se ve en este negativo de rayos X de una soldadura de titanio. Pero la porosidad es el menor de tus problemas.
Quien descubrió el titanio?
El titanio fue descubierto en 1791 por el clérigo y geólogo aficionado William Gregor como una inclusión de un mineral en Cornualles, Gran Bretaña.
Gregor reconoció la presencia de un nuevo elemento en la ilmenita cuando encontró arena negra en un arroyo y notó que la arena era atraída por un imán.
Ventajas de la soldadura para titanio:
30% o mejor relación resistencia/peso sobre aluminio o acero.
40% más ligero que el acero, alta resistencia a la tracción.
Alta resistencia a la corrosión – Las tuberías de titanio son las preferidas para aplicaciones marinas debido a su excelente resistencia al agua salada.
Baja conductividad térmica y expansión.
Mucho mayor rigidez que el aluminio o el magnesio.
Se puede soldar el titanio a temperaturas de operación de hasta 900ºF.
Auto-sellante contra muchos corrosivos (forma dióxido de titanio en su superficie).
Contras de la soldadura con titanio
Menos rígido y más blando que el acero.
Propiedades de desgaste deficientes.
La resistencia a la tracción disminuye con el aumento de la temperatura (baja resistencia a la fluencia).
Inflamable en forma de polvo en aire normal.
¿Por qué soldar con titanio puede ser un desafío?
Muchas de las desventajas del titanio afectan directamente a la soldadura, lo que da como resultado una reputación de ser difícil trabajar con él.
A altas temperaturas, el titanio se vuelve altamente reactivo a los productos químicos de su entorno.
2% TIG lente de gas Lanthanate electrodo tungsteno TIG kit de accesorios de cuerpo de pinza para WP-17 WP-18 WP-26 TIG
Lentillas de gas con manguitos de sujeción + boquillas de cerámica + electrodos de tungsteno
Soldadura titanio regulador de botella de gas argón Mig Tig Soldadura Regulador de CO2 0-315 Bar RB-CO2 by AJS
Velidy 49/51PCS TIG Soldadura Suministros de Soldadura Vástago Junta Tapa Trasera
En el aire normal, la soldadura contamina el titanio con carburos, nitruros y óxidos que hacen que la soldadura y la ZAE (zona afectada por el calor) sean frágiles, lo que resulta en una menor resistencia a la fatiga y a la dureza de la muesca.
Además, el cloro del sudor o de los compuestos de limpieza puede crear corrosión en la soldadura.
Por lo tanto, la soldadura y su cara posterior deben protegerse de la contaminación para asegurar una soldadura decente.
Incluso la fricción de las muelas abrasivas (especialmente las muelas de óxido de aluminio) puede desarrollar suficiente calor y proporcionar los contaminantes para socavar la soldadura.
Incluso teniendo en cuenta las consideraciones de como se suelda el titanio, con una preparación cuidadosa, cualquier soldador profesional puede obtener soldaduras de titanio de calidad.
Puntas de soldadura de titanio
Debido a que la contaminación es una preocupación primordial, la fabricación de titanio exige una atención rigurosa a la limpieza del metal en sí y del entorno del taller.
A menudo, los soldadores que trabajan con titanio junto con otros metales reservan un área exclusivamente para la fabricación de titanio.
Para obtener resultados aceptables, esa área debe estar libre de corrientes de aire, humedad, polvo, grasa y otros contaminantes y contribuyentes de contaminación.
Esto significa que el mecanizado, la pintura, el esmerilado, el corte con soplete y similares no deben ocurrir en la misma área. Lo ideal es minimizar la humedad para mantener un punto de rocío bajo.
Preparación de los materiales de soldadura
Quizás el factor más importante para obtener soldaduras de titanio de calidad es la preparación y el mantenimiento adecuados de los materiales de soldadura.
La eliminación de los contaminantes de la superficie es extremadamente importante. Algunos consejos útiles incluyen:
Manipulación y almacenamiento de materiales
– Almacene las piezas en un área limpia y seca, asegurándose de que estén envueltas y selladas del medio ambiente cuando no estén en uso. Esto incluye el hilo para soldar.
– Incluso las manos limpias pueden introducir contaminación, así que use guantes limpios y sin pelusa cuando manipule materiales.
Evite los guantes de goma porque pueden contener cloro. En su lugar, use guantes de plástico o de algodón.
Con que se suelda el titanio y la preparación de la superficie
– Las superficies de las juntas deben estar lisas, limpias y completamente libres de contaminación.
Las juntas de soldadura y el alambre deben estar libres de sarro de laminación, suciedad, polvo, grasa, aceite, humedad y otros contaminantes.
Cualquier contaminante introducido en el titanio degradará su rendimiento y resistencia a la corrosión.
– Al preparar la superficie, utilice únicamente un cepillo de acero inoxidable que se utilice exclusivamente en titanio para reducir al mínimo la contaminación cruzada con otros metales. Después de usar el cepillo, enjuáguelo con alcohol y guárdelo en un recipiente sellado.
– Utilice una lima de carburo para eliminar cualquier marca de quemadura producida por el esmerilado o el limado mecánico.
No utilice una lima de acero, papel de lija o lana de acero, que puede dejar partículas en el metal base.
– No utilice nunca disolventes de limpieza a base de cloro.
– Si usted usa metil etil cetona (MEK), acetona u otro solvente inflamable, asegúrese de que se haya evaporado completamente antes de golpear un arco.
– Limpie cuidadosamente los materiales antes de soldar. La limpieza con vapor o una inmersión en una solución diluida de hidróxido de sodio puede eliminar la mayoría de los contaminantes mencionados anteriormente.
Aún así, usted necesitará realizar una descontaminación final para eliminar cualquier contaminante residual.
– Utilice un secador de pelo con soplador de aire caliente para eliminar cualquier condensación de agua, tal vez invisible, inmediatamente antes de soldar. No utilice el soplador con disolventes inflamables.
– Para acelerar el proceso de limpieza, recomendamos las toallitas EZ Wipes, que son toallitas de tela sin pelusa almacenadas en un cómodo bote de tienda.
Un lado del paño es ligeramente abrasivo para aflojar los contaminantes atascados, y el otro lado es liso para un repaso final.
Las toallitas no contienen acetona, son seguras, fáciles de usar y se pueden desechar en la basura normal sin necesidad de manipulación especial.
– Limpiar el titanio con óxido ligero mediante decapado ácido. Una solución de decapado común es el ácido fluorhídrico al 48% y el ácido nítrico al 70%.
Los metales a soldar deben ser decapados durante 1 a 20 minutos a una temperatura de baño de 80 a 160°F. Después del decapado, enjuague las piezas con agua caliente.
Con un escamado más pesado, es posible que tenga que preceder al decapado mediante la eliminación mecánica o un decapado más radical a alta temperatura.
– Si no puede soldar inmediatamente después de la limpieza, cubra las juntas de soldadura con papel o plástico para evitar la recontaminación.
Compra un gabinete de chorro de arena y conviértelo.
¿Por qué no lo construye usted mismo? porque cuando compre el metal, lo doble, lo suelde, compre los guantes y quepa en el plexiglás, podrá gastar una tonelada de dinero y tiempo.
todo lo que necesita es una válvula de retención para la parte superior y algunas otras modificaciones como un difusor de gas protector y una lengüeta de conexión a tierra y ya está listo.
Esmerilado
– Utilice muelas de carburo para el esmerilado. Evite ruedas de aluminio que puedan introducir contaminación.
– Al moler, vaya despacio y con cuidado para mantener la temperatura del titanio baja. Se puede producir una escala superior a 500oF.
Recuerde que el titanio tiene una baja conductividad térmica, por lo que el calor no se disipará tan rápidamente como con otros metales.
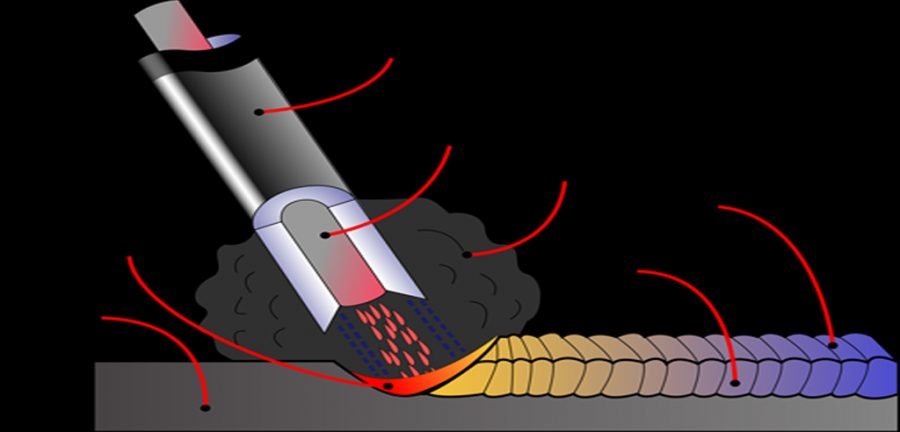
Soldadura
Una vez que comienza la soldadura, el aire mismo se convierte en un contaminante para el titanio fundido.
La contaminación por oxígeno es una causa extremadamente común de las soldaduras deficientes.
No sólo la soldadura en sí, sino también la ZAE y el lado de la raíz de la soldadura deben protegerse del aire cuando su temperatura se eleva por encima de los 800°F. Por lo general, el argón puro es el gas de protección preferido.
Ocasionalmente, verá argón mezclado con helio. Para algunas aplicaciones de alto rendimiento, se utiliza argón criogénico (líquido). Aquí hay algunos consejos para soldar:
Calidad del gas aws soldadura
Siempre compre la gasolina a un proveedor de confianza. El argón debe tener una pureza del 99,999% para asegurar que la soldadura no se decolore por la contaminación.
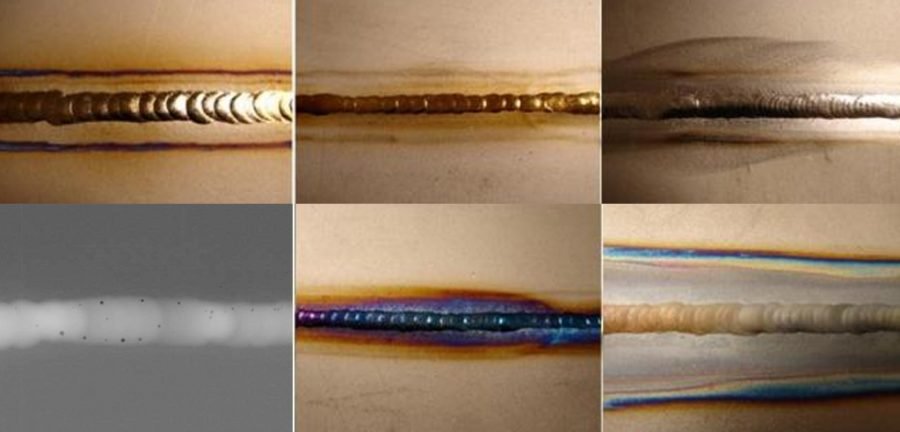
Eso es 10 partes por millón o menos de contaminación. Una soldadura perfecta de titanio se parece al mercurio congelado y tiene poca o ninguna coloración.
Cualquier tinte azul o moteado a menudo significa que el argón no era lo suficientemente puro.
Fugas y contaminantes relacionados con la soldadura
– Asegúrese de que todos los cables, conexiones y mangueras de suministro hayan sido probados para detectar fugas y asegurarse de que no haya contaminación de oxígeno.
Asegúrese de comprobar que los aisladores de la antorcha y las juntas tóricas estén bien ajustadas y selladas.
– Use una antorcha TIG/GTAW de alta calidad para minimizar la probabilidad de fugas.
– Las abrazaderas y los accesorios cerca del titanio a más de 750°F pueden contaminar la soldadura.
Escudo de gas
– Probablemente la mayor diferencia cuando se suelda titanio es el requisito absoluto de mantener un escudo en la parte posterior de la soldadura en materiales más delgados donde la parte posterior se ve afectada por el calor.
En el caso de piezas más pequeñas y complejas, a menudo es deseable utilizar una guantera llena de argón.
Para piezas más grandes, utilice cámaras de gas de purga especiales de polietileno (bolsas de guantes).
– Utilice un escudo de arrastre de calidad unido al lado de arrastre de su antorcha TIG para proporcionar un escudo adicional y proteger el charco de soldadura fundido.
Generalmente, los escudos de arrastre requieren una fuente de gas secundaria y a menudo se fabrican a medida para una antorcha y aplicación en particular; sin embargo, los dispositivos disponibles cuidadosamente diseñados producen resultados más consistentes.
– Ajuste el caudal de gas para una cobertura óptima y el enfriamiento de la antorcha sin crear turbulencia.
– Use una boquilla grande de 1″ (25.4mm) con una lente de gas o un enderezador de flujo de gas.
– Para fomentar una cobertura uniforme, inicie el flujo de argón durante varios segundos antes de soldar.
– El flujo de argón protector debe permanecer encendido hasta que el titanio se haya enfriado por debajo de los 500°F.
Decoloración aws soldadura
– Demasiado flujo de argón puede resultar en patrones moteados o en remolinos. El argón es más denso que el aire, por lo que a menudo fluye sobre la superficie tanto como el agua.
Donde los remolinos ocurren en el argón, el aire puede mezclarse, resultando en patrones de remolinos. Si el apantallamiento es correcto (el argón se dispersa uniformemente), debería ver un color uniforme.
– La decoloración del titanio no siempre es un problema. Indica que podría haber un problema.
La decoloración ocurre en una secuencia: paja, marrón, púrpura, azul, rosa salmón mate y gris (con escamas de óxido). Cada paso es más severo y es probable que indique un problema de contaminación.
Los códigos de soldadura a menudo limitan la decoloración de la soldadura al color pajizo. Algunos permiten una pequeña decoloración azul en ciertas aplicaciones. En el lado soldado, puede aceptarse una ligera decoloración pajiza e incluso marrón.
– Puede ocurrir alguna decoloración más allá de la zona peligrosa. Dependiendo de la criticidad de la soldadura, esto puede ser aceptable.
Electrodos de tungsteno
– Para asegurar una soldadura de calidad, su elección de electrodos de tungsteno es especialmente importante al soldar titanio.
TEN-HIGH Electrodos de tungsteno, torio 2%, WT20 (rojo) Electrodo de tungsteno de torio, paquete de 2.0 mm
Electrodo soldadura, 10pcs Electrodos de soldadura de tungsteno Electrodo de Lanthanated Punta azul
Electrodos soldar aluminio de tungsteno, Cerio 2%, WC20 (gris) Electrodo de tungsteno de cerio
TEN-HIGH tig Electrodos de tungsteno, lantano 2%, electrodo de tungsteno de cerio WL20
Siempre compre su tungsteno de un proveedor de confianza para garantizar la calidad, y muela su tungsteno en una trituradora de tungsteno dedicada, lejos de su entorno de soldadura limpio.
– El tungsteno toriatizado a menudo se recomienda para soldar titanio TIG; sin embargo, es radioactivo y ha suscitado preocupaciones de salud.
El 2% de tungsteno certificado o el 1,5% de tungsteno lantanado son buenas alternativas no radiactivas. La primera es una alternativa más antigua y sólo se utiliza para aplicaciones de soldadura de corriente continua de bajo amperaje.
Este último tiene propiedades muy similares al tungsteno toriatizado y en realidad es un poco más fácil de iniciar y mantener estable. Además, incluso dura un poco más porque su punta permanece un poco más fría.
A pesar de estas cualidades, algunas especificaciones obsoletas todavía exigen el uso de tungsteno ordenado.
Se puede soldar titanio con acero inoxidable?
Se puede unir titanio con acero inoxidable. Siempre y cuando use gas Argón 99.999% puro con el procedimiento de soldadura TIG o MIG, puede crear una soldadura duradera y robusta.
Como soldar titanio con tig?
¿Puedes soldar sobre el titanio? El titanio se puede soldar sin esfuerzo como el acero o las aleaciones de níquel, siempre que tenga en cuenta sus propiedades únicas.
Usando técnicas similares a las del acero inoxidable y las aleaciones de níquel, puedes fabricar titanio en casi cualquier forma.